Bedrijven die zijn gespecialiseerd in de productie en verkoop van veel omvattende medische oorstukken. Deze gehoorbeschermers of hulpstukken geproduceerd met o.a. open materiaal systemen van Asiga DLP 3D-printer. Het gehele proces kan worden gedigitaliseerd van oorafdrukken, modelleren tot aan het 3D printen. Doordat wij de nieuwste technieken bij onze klanten inzetten kan er een kwaliteit worden vertoond die te evenaren is en verder gaat dan de kwaliteit van conventionele technieken.
De snelle en innovatieve ontwikkelingen binnen de 3D printer, scan en design technieken van de afgelopen jaren eist elke keer weer een nog snellere en betere print kwaliteit. Met de nieuwste ontwikkelingen van fabrikanten zoals Asiga en Detax maakt dat steeds weer indruk op onze klanten. Niet alleen in de prestaties, kwaliteit maar ook in de service en expertise die in de vele jaren is opgebouwd.
Het proces
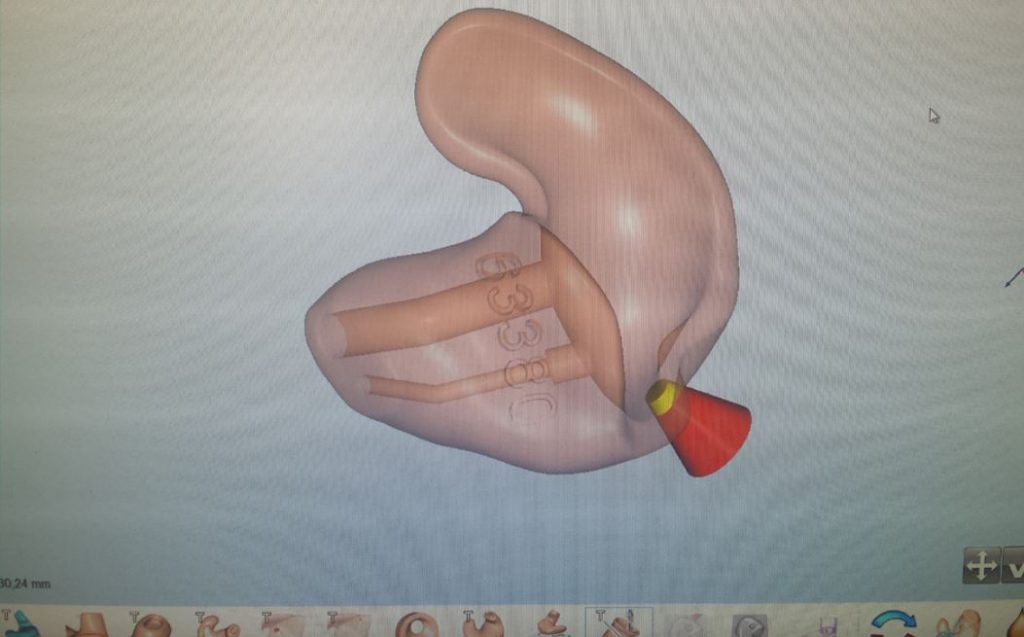
De met siliconen afgevormde oorstukjes worden gescand met de 3D scanner en opgeslagen in digitaal formaat. De oorstukjes worden vervolgens digitaal gemodelleerd met behulp van het Cyfex 3D software programma (Afb. 1). Tijdens het modelleren, wordt de vorm, de buisboring, een ventilatie gat, externe hoortoestel, enz. individueel gemodelleerd, aangepast en bewaard in een .STL bestand voor ieder oorstuk.
Productie van de gietmal met Detax Freeprint Cast 2.0
Voor de digitale productie van siliconen oorstukjes met de Asiga 3D printers zoals de Freeform Pro, Asiga Max en Asiga Pro 4K nemen we de Detax Cast 2.0 print vloeistof. De prints worden na het print proces in bepaalde stappen schoongemaakt en ontdaan van overtollig en ongehard 3D printvloeistof middels cleaning materialen of isopropyl alcohol in een ultrasoon apparaat of washer en waterbad.
Na een kort droogproces met lucht wordt het gietstuk vervolgens ondergedompeld in de Detax Cast Separator wat een lossingsmiddel betreft. Dit voorkomt hechting van de siliconen gietstuk aan de geprinte mal wat zorgt voor een lossing en makkelijker ontschaling van de cast schaal. De geprinte cast mal kan worden geïnjecteerd met de vloeibare siliconen producten zoals Detax Softwear of Earflex 2.0 en Aquaplus. Deze siliconen materialen hebben diverse mogelijkheden met betrekking tot kleur. Na het ontschalen en afwerken van de siliconen oorstukken worden deze verzegeld en afgelakt met een één component siliconen lak zoals de supercoat.
Productie van oorstukken met Detax Luxaprint Mould UV
In enkele seconden kan er worden gewisseld met materiaal van toepassing, merk of kleur met de 3D printers van Asiga. Dit biedt veel flexibiliteit binnen de productie processen.
Binnen het programma van de productie met de Luxaprint Mould is er een reeks aan verschillende kleuren beschikbaar. De premium harsen van o.a. Detax hebben de kleuren doorgaans bestaan uit helder transparant, roze transparant, roze oranje, lichtbeige, rood, blauw, fluorescerend geel, intensief rood, intensief blauw, zwart, wit en beige. Afb. 2.
Met behulp van ASIGA’s eigen gratis software, Asiga Composer, wordt er een materiaal geselecteerd en de print gegevens daarmee gedownload in het werkbestand. Hiermee worden de gegevens verkregen om de juiste print resultaten en kwaliteit te bereiken. De ontwikkeling van deze genoemde .ini file is in nauwe samenwerking tussen beide fabrikanten van de hardware Asiga en materialen Detax tot ontwikkeling gekomen.
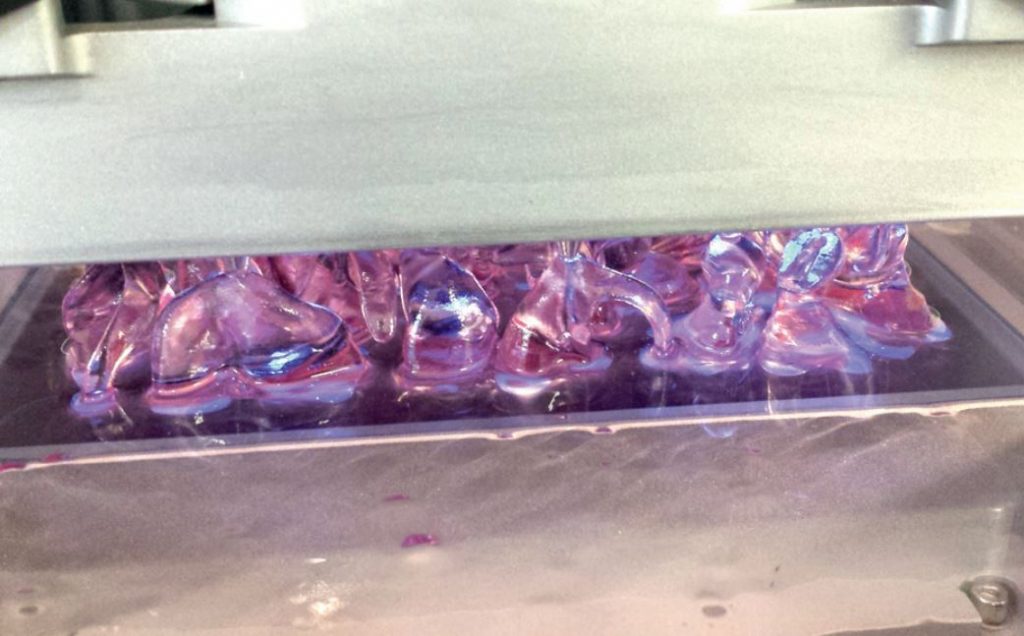
In Afbeelding 3 wordt een productie van Detax Mould getoond die is vervaardigd met de Asiga Freeform Pro75 3D printer. In dit geval is er gekozen voor de productie van de oorschalen in de kleur roze transparant van het materiaal Detax Luxaprint Mould pink. Deze techniek is in staat om in enkele seconden een nauwkleurige laag opbouwende productie neer te zetten van een laag van 0.1 mm. Deze instelling is slechts een keuze van kwaliteit waar er nog nauwkeuriger kan worden geprint indien dit is gewenst. Nadat deze print is afgerond dient het buildplatform van de prints te worden ontdaan en vervolgens moeten deze worden schoongemaakt. Dit is een vergelijkbaar proces als bij de Detax Cast 2.0 prints. Nadat de prints een schoonmaak bad hebben gehad van de Isopropyl alcohol kan deze worden gedroogd met perslucht om te worden na gehad met de post-cure apparaat Otoflash G 171 met beschermende stikstof N2 voor optimaal uitharding volgend medische classifatie class 2a.
Ten slotte krijgen de geprinte oorstukken een oppervlakteafwerking van de luxaprint® schellak (Afb. 4) transparant of gekleurde variant.








